 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Pag-optimize ng Temperature Control para Doblehin ang Efficiency ng Twin-Screw Extrusion Process
Ningbo Fangli Technology Co., Ltd.ay atagagawa ng mekanikal na kagamitanna may higit sa 30 taong karanasan ngplastic pipe extrusion kagamitan, bagong proteksyon sa kapaligiran at mga bagong materyales na kagamitan. Mula nang itatag ang Fangli ay binuo batay sa mga kahilingan ng gumagamit. Sa pamamagitan ng patuloy na pagpapabuti, independiyenteng R&D sa pangunahing teknolohiya at pantunaw at pagsipsip ng advanced na teknolohiya at iba pang paraan, nakabuo kamiPVC pipe extrusion line, PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, na inirekomenda ng Chinese Ministry of Construction na palitan ang mga imported na produkto. Nakuha namin ang pamagat ng "Unang-klase na Brand sa Lalawigan ng Zhejiang".
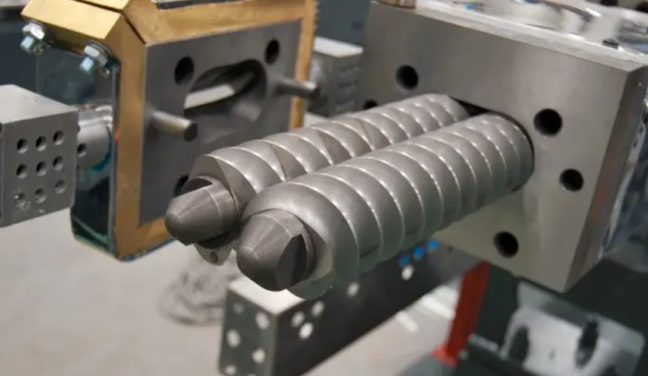
Ang twin-screw extrusion ay isa sa mga pangunahing proseso sa pagproseso ng polimer. Ang matatag na operasyon nito at ang kalidad ng panghuling produkto ay lubos na nakadepende sa tumpak na kontrol sa proseso, na ang kontrol sa temperatura ang nasa core nito.
Dahil sa pagiging kumplikado ng mga modelo ng kagamitan, mga pagsasaayos ng turnilyo, at pagkakaiba-iba ng materyal, ang pinakamainam na mga parameter ng proseso ay kadalasang nakukuha mula sa pangmatagalang eksperimento at naipon na karanasan. Ang sumusunod ay nagbibigay ng maikling panimula sa ilang pangunahing salik na nauugnay sa temperatura sa proseso ng twin-screw extrusion.
01 Temperatura ng Proseso ng Extrusion
Maraming mga kadahilanan ang dapat isaalang-alang kapag nagdidisenyo ng temperatura ng proseso ng pagpilit. Ang pangunahing pagsasaalang-alang ay ang pinakamataas na punto ng pagkatunaw sa mga sangkap ng materyal. Halimbawa, sa isang polypropylene masterbatch, ang polypropylene carrier ay may pinakamataas na melting point sa 170°C, kaya ang mga temperatura ng proseso para sa bawat zone ay nakatakda sa paligid ng 170°C. Siyempre, ito ay maaaring mag-iba depende sa paraan ng pag-init; ang mga temperatura ay naiiba sa pagitan ng pag-init ng paglaban at pag-init ng electromagnetic induction, na ang huli ay karaniwang mas mababa.
Pangalawa, ang temperatura ng proseso ay nauugnay sa laki ng kagamitan at bilis ng produksyon. Ang mas mataas na output ay nangangailangan ng higit na init upang mapahina at matunaw ang materyal, na nangangailangan ng mas mataas na temperatura ng proseso. Ang temperatura ay idinisenyo din nang segmentally batay sa conveying at shear na mga pangangailangan. Ang mas mataas na temperatura ay nagpapababa ng lagkit ng materyal at puwersa ng paggugupit, habang ang mas mababang temperatura ay nagpapataas ng lagkit at puwersa ng paggugupit. Ang mga pagsasaayos sa temperatura ng proseso ay dapat ding isaalang-alang ang iba pang mga pisikal na katangian ng materyal, tulad ng lagkit.
02 Feed ThroatTemperatura
Ang susi sa pagtatakda ng temperatura ng lalamunan ng feed ay upang maiwasan ang materyal na dumikit sa tornilyo, na hahadlang sa normal na pagpapakain. Upang payagan ang materyal na matunaw nang maaga para sa shear dispersion, ang temperatura ng feed throat ay dapat na malapit sa punto ng pagkatunaw ng carrier hangga't maaari nang hindi nagiging sanhi ng pagdikit. Sa ilang mga pormulasyon, ang mga additives na may mababang antas ng pagkatunaw ay nasa napakaliit na halaga. Kahit na matunaw ang mga ito, hindi ito nakakaapekto nang malaki sa pangkalahatang paghahatid ng materyal, kaya ang epekto nito sa temperatura ng proseso ay minimal.
Gayunpaman, ang ilang mga pormulasyon ay naglalaman ng maraming mababang-molekular na mga materyales. Ang bahagyang tumaas na temperatura, na sinamahan ng init na inilipat mula sa mga downstream heating zone sa pamamagitan ng screw, ay maaaring maging sanhi ng pagkatunaw ng mga materyales na ito nang maaga sa feed throat, na humahantong sa materyal na pagdirikit at pagkabigo sa pagpapakain. Samakatuwid, sa panahon ng pre-startup heating, ang feed zone ay dapat na panatilihin sa isang mababang temperatura. Maaaring kailanganin na i-activate ang paglamig upang mapanatili ang mababang temperatura na ito. Kung hindi, maaaring mangyari ang pagkadulas ng turnilyo at mga isyu sa pagpapakain pagkatapos ng startup. Upang maiwasan ang mga abnormalidad sa pagsisimula, kadalasan ay mas mainam na magtakda sa simula ng mga temperatura ayon sa kaugalian at pagkatapos ay babaan ang temperatura ng feed zone pagkatapos ng pagsisimula.
03 Temperatura ng Vent Port
Ang temperatura ng vent port sa pangkalahatan ay kailangang bawasan nang naaangkop. Sa teorya, upang maiwasan ang pagtunaw mula sa madaling pag-agos palabas at magdulot ng pagdurugo ng vent, ang mga temperatura ng parehong zone bago at pagkatapos ng vent ay dapat ayusin. Tinitiyak ng pagsasaayos na ito na madaling dumadaloy ang materyal ngunit nahihirapang dumaloy pataas at palabas ng vent port. Gayunpaman, sa ilalim ng mga kondisyon ng matatag, mabilis na daloy, mahusay na pagpapakalat, at mababang presyon ng pagkatunaw, maaaring hindi kailanganin ang mga espesyal na pagsasaayos sa temperatura ng vent port. Dahil dito, maraming mga operator ang hindi binibigyang pansin ang parameter na ito.
04 Temperatura ng Seksyon ng Paghahalo
Ang seksyon ng paghahalo ay isang kritikal na lugar sa twin-screw masterbatch production. Ang kontrol sa temperatura nito ay nauugnay sa mga kinakailangan ng shear force. Ang pangunahing pag-andar nito ay ang pagpapakalat ng paggugupit ng mga pigment, at ang puwersa ng paggugupit ay malapit na nakatali sa temperatura: ang sobrang mataas na temperatura ay binabawasan ang lagkit ng pagkatunaw at puwersa ng paggugupit. Ang naaangkop na mas mababang temperatura ay nagpapataas ng lagkit, na nagreresulta sa mas mahusay na pagpapakalat ng gupit. Ang magnitude ng puwersa ng paggugupit ay kadalasang direktang nakakaapekto sa pangunahing kasalukuyang motor. Samakatuwid, inaayos ng mga may karanasan na operator ang temperatura ng proseso sa zone na ito batay sa mga pagbabago sa pangunahing kasalukuyang motor.
05 Mamatay na UloTemperatura
Disenyo ng temperatura ng die head: Habang pumapasok ang tunaw sa ulo ng die at malapit nang ma-extruded para sa pelletizing (sa pamamagitan man ng strand pelletizing, water ring, o underwater pelletizing), ang temperatura ay karaniwang kailangang bawasan nang naaangkop. Maaaring matukoy ng pagsubok ang temperatura ng extrudate, na napansin ang pagkakaiba nito mula sa temperatura ng natunaw sa loob ng bariles. Higit pa rito, kung nilagyan ng on-the-fly screen changer, ang tagal at tagumpay ng proseso ng pagpapalit ng screen ay kadalasang nauugnay sa lagkit at rate ng daloy ng pagkatunaw, na maaaring pamahalaan sa pamamagitan ng pagsasaayos ng temperatura ng ulo ng ulo.

Iba pang Nakakaimpluwensyang Salik na Higit sa Temperatura
06 Kontrol sa Bilis ng Feeder
Direktang nakakaapekto ang kontrol sa bilis ng feeder sa output. Sa panahon ng matatag na produksyon, ang extrusion rate ay katumbas ng feed rate. Ang pagpapalit ng bilis ng feeder ay nagbabago sa output at sabay na nakakaapekto sa proseso. Ang pagtaas ng bilis ng feeder ay nagdaragdag ng higit pang materyal sa turnilyo, na epektibong nagpapababa sa temperatura ng proseso; sa kabaligtaran, ang pagpapababa ng bilis ng feeder ay epektibong nagpapataas ng temperatura ng proseso. Ang mga pagbabago sa bilis ng feeder ay nakakaapekto rin sa kalidad ng pagpapakalat ng produkto. Samakatuwid, ang mga pagsasaayos sa bilis ng feeder ay dapat isaalang-alang sa kabuuan, na naglalayon para sa parehong matatag na proseso ng paggawa ng masterbatch at pagtiyak ng panghuling kalidad ng produkto.
07 Pangunahing Bilis ng Screw
Ang pangunahing bilis ng turnilyo ay ang bilis ng pag-ikot ng mga tornilyo. Sa patuloy na bilis ng feed, ang pagbabago sa pangunahing bilis ng turnilyo ay pansamantalang nakakaapekto sa rate ng extrusion bago ito unti-unting bumalik sa normal. Ang pangunahing papel ng bilis ng turnilyo ay nakasalalay sa pagpapakalat ng gupit, na isa pang kritikal na kadahilanan para sa pagkontrol sa kalidad ng produkto. Nangangailangan ito ng koordinasyon sa pagitan ng temperatura at bilis ng paggugupit. Ang ilang mga produkto ay nangangailangan ng mataas na paggugupit, na nangangailangan ng mas mataas na bilis ng turnilyo. Ang iba ay nangangailangan ng mababang paggugupit, na nangangailangan ng mas mababang bilis—siyempre, ang pagkamit ng mababang paggugupit ay maaari ring magsama ng mga pagsasaayos sa proseso ng temperatura. Ang bawat makina ay may pinakamataas na limitasyon sa bilis, na dapat igalang nang may naaangkop na margin sa kaligtasan.
08 Melt Pressure
Ang matunaw na presyon ay karaniwang pinananatili sa ibaba 1 MPa. Ito ay nauugnay sa laki ng screen pack mesh, pagiging epektibo ng pigment dispersion, temperatura ng pagkatunaw, at lagkit. Ang mas maliit na screen mesh, mas mahinang dispersion ng pigment, at mas mababang lagkit ng pagkatunaw ay humahantong sa mas mataas na presyon; sa kabaligtaran, ang presyon ay mas mababa. Ang presyon ng matunaw ay isang komprehensibong pagmuni-muni ng maraming mga kadahilanan; iwasan ang mga payak o arbitraryong paghatol batay lamang dito. Gayunpaman, maaari itong magsilbi bilang isang kapaki-pakinabang na sanggunian para sa pagsasaayos ng proseso at pagsubaybay sa estado ng pagpapakalat ng produkto.
09 Configuration at Pagpapalit ng Screen Pack
Ang mga screen pack ay nagsisilbi ng mga function tulad ng pagsasala at pagtaas ng paggugupit sa pamamagitan ng pagdudulot ng matunaw na backflow. Dapat na i-configure at palitan ang mga ito nang makatwirang ayon sa mga partikular na kinakailangan sa produkto at kalidad.
10 Environmental Focus para saMga Twin-Screw Extruder
Ang mga pangunahing alalahanin sa kapaligiran para sa mga twin-screw extruder ay: una, alikabok sa lalamunan ng feed; pangalawa, ang mga gas mula sa mga vent port at ang die head; at pangatlo, cooling water treatment. Ang mga pagsisikap ay dapat gawin upang komprehensibong makuha, salain, at kolektahin ang mga ito para sa wastong pagtatapon.

Sa buod, ang temperatura ay ang pangunahing variable na tumatakbo sa buong proseso ng twin-screw extrusion. Ito ay mahigpit na pinagsama sa mga parameter tulad ng rate ng feed, bilis ng turnilyo, at presyon, sama-samang tinutukoy ang pagkatunaw, paghahatid, pagpapakalat, pagbubuhos, at panghuling paghubog ng materyal. Ang isang matatag, mataas na kalidad na proseso ng extrusion ay umaasa sa tumpak at holistic na kontrol ng sistema ng temperatura.
Kung kailangan mo ng karagdagang impormasyon,Ningbo Fangli Technology Co., Ltd.tinatanggap ang iyong pagtatanong. Magbibigay kami ng propesyonal na teknikal na patnubay o mga mungkahi sa pagkuha ng kagamitan.
Magpadala ng Inquiry


X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy