 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Panimula sa Proseso ng Pipe Extrusion, Kagamitan, Mga Depekto sa Kalidad, atbp.
Ningbo Fangli Technology Co., Ltd.ay atagagawa ng mekanikal na kagamitanna may higit sa 30 taong karanasan ngplastic pipe extrusion kagamitan,bagong proteksyon sa kapaligiran at mga bagong materyales na kagamitan.Mula nang itatag ang Fangli ay binuo batay sa mga kahilingan ng gumagamit. Sa pamamagitan ng patuloy na pagpapabuti, independiyenteng R&D sa pangunahing teknolohiya at pantunaw at pagsipsip ng advanced na teknolohiya at iba pang paraan, nakabuo kamiPVC pipe extrusion line,PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, na inirekomenda ng Chinese Ministry of Construction na palitan ang mga imported na produkto. Nakuha namin ang pamagat ng "Unang-klase na Brand sa Lalawigan ng Zhejiang".
I. Daloy ng Proseso
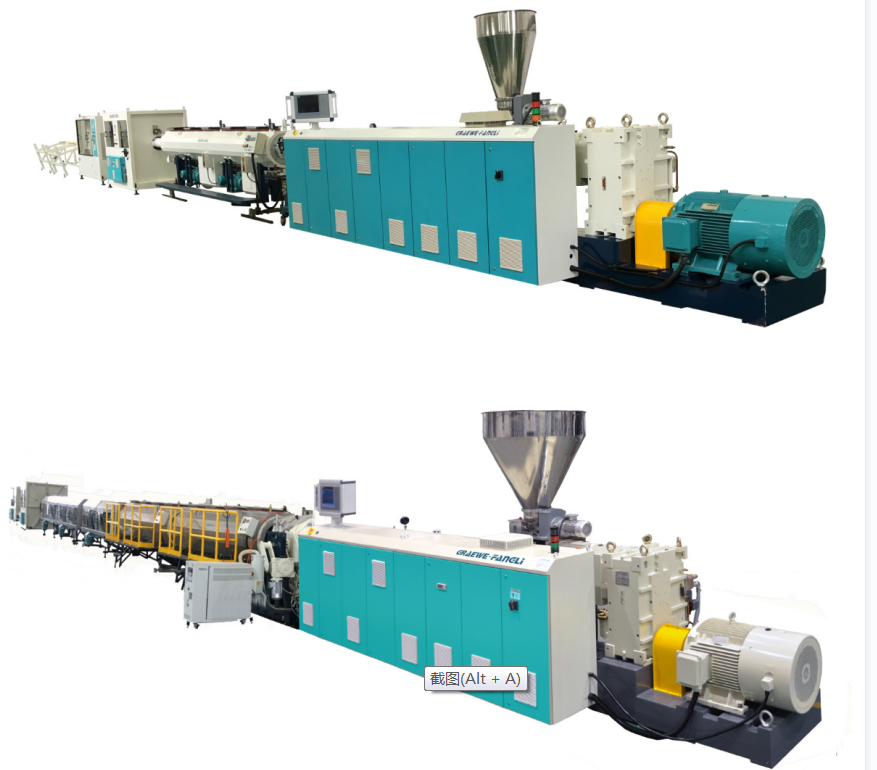
Sa kasalukuyan, ang mga PVC at PO pipe ay ang pinakamataas na dami ng mga produkto sa loob ng bansa at internasyonal.Larawan 1ipinapakita ang diagram ng daloy ng proseso ng produksyon para sa mga polyolefin (PO) pipe. Ang plastik ay ipinapasok sa annular gap die (2) sa pamamagitan ng turnilyo bilang isang pantay na plasticized na natunaw, na naglalabas ng pipe parison. Ito ay agad na pumapasok sa calibration unit (3) para sa paglamig at pagpapalaki, pagkatapos ay sumasailalim sa karagdagang sapat na paglamig sa cooling tank (4). Ang tubo ay hinugot sa isang pare-pareho ang bilis ng adjustablehaul-off unit(6), at sa wakas ay pinutol sa tinukoy na haba ng pamutol (7). Ang mga tubo na may manipis na pader na may diameter na mas mababa sa 160mm ay maaaring i-coiled sa mga roll ng winder (9).

Larawan 1 Schematic Diagram ng Daloy ng Proseso ng Produksyon ng PO Pipe
1---Extruder; 2---Pipemamatay; 3---Calibration Sleeve;
4---Pagpapalamig ng Vacuum Calibration; 5---Tangke ng Paglamig;
6---Haul-off Unit; 7---Putol;
8 --- Printer; 9---Coiler
II. Proseso at Kagamitan
Para sa produksyon ng PO pipe, ahigh-efficiency na single-screw extruderdapat piliin. Ang feed zone ay gumagamit ng isang axially grooved barrel. Ang ratio ng haba-sa-diameter (L/D) ng turnilyo ay 30–33:1. Ang istraktura ng tornilyo ay isang dalawang yugto na disenyo na may iba't ibang lalim at pitch: ang pitch sa seksyon ng feed ay mas mababa kaysa sa diameter ng screw, habang ang pitch sa mga natutunaw at homogenizing na seksyon ay mas malaki kaysa sa diameter ng screw. Upang mapahusay ang kahusayan sa paghahalo, ang ilang mga turnilyo ay nilagyan ng karagdagang mga elemento ng ulo ng paghahalo. Ang ganitong uri ng single-screw extruder ay nag-aalok ng medyo mataas na output at magandang plasticization. Halimbawa, ang isang single-screw extruder na may 90mm screw diameter ay maaaring makamit ang output na lampas sa 600 kg/h. Higit pa rito, ang produksyon ng mga PO pipe na puno ng calcium carbonate, barium sulfate, wood flour, o glass fibers ay karaniwang gumagamit ng mga co-rotating twin-screw extruder.
Ang produksyon ng mga PVC pipe ay sa panimula ay katulad ng sa PO pipe. Karaniwang ginagamit ay counter-rotating conical oparallel twin-screw extruders, na nagpapahintulot sa direktang pagpilit ng dry blend powder. Ang kanilang output ay mula sa 10 kg/h para sa maliliit na diameter na tubo hanggang 1100 kg/h para sa malalaking diameter na tubo. Ang ratio ng screw L/D ay tumaas mula sa nakaraang 18:1 hanggang 25:1. Halimbawa, atwin-screw extruderna may diameter na 90mm tornilyo ay maaaring makamit ang output na higit sa 300 kg/h.
Tulad ng makikita mula sa Figure 1, ang pipe extrusion downstream equipment ay pangunahing binubuo ng cooling water tank,haul-off unit, pamutol, coiler, o dump table.
Kapag lumabas ang pipe sa calibration at cooling unit, hindi ito ganap na pinalamig sa temperatura ng kuwarto. Kung hindi pa lumalamig, ang temperaturang gradient na umiiral sa radial na direksyon ng pipe wall ay maaaring maging sanhi ng tumigas na panlabas na layer upang lumambot muli dahil sa pagtaas ng temperatura, na humahantong sa pagpapapangit. Sa kabilang banda, ang tubo ay dapat ding makatiis ng mga stress mula sa haul-off, cutting, at winding equipment. Samakatuwid, ang natitirang init ay dapat alisin, pinalamig ang tubo sa temperatura ng silid. Kasama sa mga paraan ng paglamig ang water bath at spray cooling. Sa isang water bath cooling tank, ang antas ng tubig ay dapat na lubusang ilubog ang tubo. Ang tangke ay nahahati sa ilang mga seksyon. Ang pumapasok na tubig sa paglamig ay nakatakda sa huling seksyon, na nagiging sanhi ng direksyon ng daloy ng tubig na kabaligtaran sa direksyon ng pag-extrusion ng tubo, na lumilikha ng gradient ng temperatura ng paglamig. Nagreresulta ito sa mas unti-unting paglamig ng tubo at pagbaba ng panloob na stress. Ang distansya sa pagitan ng cooling water tank at ng calibration/cooling unit ay hindi dapat lumampas sa isang-sampung bahagi ng kabuuang haba ng paglamig; kung hindi, ang pagkakaiba ng temperatura sa pagitan ng panlabas na dingding ng tubo at ng tubig na nagpapalamig ay maaaring tumaas nang labis. Bagama't simple ang paraan ng water bath, ang mga pagkakaiba sa temperatura sa pagitan ng upper at lower water layer sa tangke ay maaaring maging sanhi ng hindi pantay na paglamig at baluktot ng tubo. Bukod pa rito, ang mga puwersa ng buoyancy na kumikilos sa pipe ay madaling magdulot ng deformation, na ginagawang partikular na hindi angkop ang pamamaraang ito para sa paglamig ng malalaking diameter na mga tubo.
Ang tungkulin ngpipehaul-off unitay upang magbigay ng isang tiyak na bilis ng paghatak at puwersa sa naka-size na at pinalamig na tubo, na pagtagumpayan ang friction force na nabuo ng sizing device sa pipe, at sa gayon ay inilabas ang pipe sa isang pare-parehong bilis patungo sa winder o dump table. Ang haul-off unit ay isa sa mga pangunahing piraso ng downstream equipment para sa pipe production at dapat matugunan ang mga sumusunod na kinakailangan.
(1)Anghakot-offang bilis ay dapat na may kakayahang stepless at maayos na pagsasaayos, na tinitiyak ang patuloy na bilis ng paghatak. Ang hindi matatag na bilis ng paghatak ay magiging sanhi ng pagbabagu-bago ng diameter ng tubo. Ang bilis ng paghatak ay dapat na malapit na iugnay sa bilis ng pagpilit. Ang kapal ng pader ng pipe ay isinasaayos sa pamamagitan ng pag-regulate ng bilis ng paghatak: ang mas mabagal na bilis ng paghatak ay nagreresulta sa mas makapal na pader, ang mas mabilis na bilis ay nagreresulta sa mas manipis na mga pader. Ang pagpili ng tamang bilis ng paghatak ay isang epektibong paraan upang matiyak ang pagkakatugma ng dimensyon ng produkto. Makakamit ng mga modernong disenyo ang pinakamataas na bilis ng paghatak ng hanggang 30 m/min.
(2)Isang pare-parehohakot-offAng puwersa ay dapat mapanatili, nang walang anumang push-pull phenomenon, kung hindi man ito ay maaaring magdulot ng mga depekto sa ibabaw ng waviness sa pipe. Kinakailangan din ang sapat na puwersa ng paghatak. Ang kinakailangang haul-off na puwersa ay tumataas sa contact area at sizing radial pressure. Para sa maliliit at katamtamang diameter na mga tubo, ang puwersa ng paghatak ay karaniwang 100–600 N; para sa malalaking diameter na tubo, ito ay karaniwang 800–10,000 N.
(3) Ang clamping force nghaul-off unitAng gripper ay dapat na adjustable at may kakayahang humawak ng mga tubo na may iba't ibang diyametro nang hindi nagiging sanhi ng pinsala sa ibabaw o pagpapapangit. Sa kasalukuyan, malawakang ginagamit ang mga caterpillar-type grippers. Ang mga ito ay binubuo ng 2 hanggang 12 track na pantay na nakaayos sa paligid ng tubo. Ang mga track ay naka-embed na may isang tiyak na bilang ng mga rubber/plastic clamping block, karamihan ay malukong o angled upang mapataas ang lugar na naglalagay ng radial pressure sa pipe. Ang pagsasaayos ng puwersa ng pag-clamping ay nakakamit sa pamamagitan ng mga mekanismo ng pneumatic, hydraulic, o lead screw-nut. Ang bilang ng mga track ay tumataas sa diameter ng pipe.
Matapos mahatak ang tubo sa isang tiyak na haba, dapat itong gupitin sa haba. Ang mga cutter ay may iba't ibang uri, pinili batay sa diameter ng tubo at kapal ng pader, uri ng materyal, haba ng hiwa, kalidad ng hiwa, anyo ng paggupit, atbp. Ang mga awtomatikong cutter na uri ng Guillotine at circular radial saws ay angkop para sa pagputol ng maliliit at medium-diameter na tubo; Ang mga planetary automatic cutter ay angkop para sa malalaking diameter na tubo. Sa pagtanggap ng cut command, hinawakan ng cutter ang pipe gamit ang clamp at gumagalaw sa pipe haul-off na direksyon habang kinukumpleto ang cutting action. Pagkatapos ng pagputol, itinulak ito ng isang pneumatic na mekanismo pabalik sa posisyon ng pag-reset.
Coiler at Dump Table. Ang mga tubo lamang na hindi nababago sa panahon ng baluktot ay nabubulok sa mga likid gamit ang winder, na may awtomatikong pagputol at pagbabawas. Ang paikot-ikot na linear na bilis ay naka-synchronize sa bilis ng extrusion at maaaring walang hakbang na iakma. Kapag ang bilis ng pagpilit ay mas mababa sa 2 m/min, karaniwang ginagamit ang isang single-station winder; kapag lumampas sa 2 m/min ang bilis ng extrusion, dapat gumamit ng dual-station o kahit multi-station winder.
III. Mga Pangunahing Salik para sa Pagkontrol sa mga Depekto sa Pipe
Kasunod ng pagkakasunud-sunod ng daloy ng proseso sa Figure 1, ang mga pangunahing nauugnay na salik para sa pag-aalis ng mga depekto sa kalidad ay nakalista sa ibaba.
(1)Seksyon ng Pagpapakain:Pagbubuo ng hilaw na materyal; hugis at sukat ng mga hilaw na materyales; paraan ng pangkulay; paraan ng pagpapatayo; paghahalo ng regrind/recycled na materyal; mga uri at pagsukat ng mga additives; kapasidad ng paglamig ng hopper throat.
(2)Extruder: diameter ng tornilyo; tornilyo L/D ratio; ratio ng compression ng tornilyo; uri ng istraktura ng tornilyo; bilis ng tornilyo; pagganap ng bentilasyon; kontrol ng temperatura ng tornilyo; bariles heating at cooling control; mga profile ng temperatura kasama ang mga extruder zone; extruder metalikang kuwintas; pagkonsumo ng kuryente; adaptor; pagpili ng temperatura at kontrol para sa screen changer; uri at detalye ng screen pack.
(3)mamatay:Die gap; haba ng lupa; uri ng istraktura ng mamatay; hugis ng daloy ng channel; matunaw na pamamahagi; setting at kontrol ng temperatura; mamatay presyon ng ulo; kontrol sa kapal ng pader.
(4) Pag-calibrate at Paglamig:Paraan ng pagkakalibrate; mga sukat ng calibrator; vacuum box vacuum level o internal pressure calibration tube air pressure at haba; sealing ng sistema ng pagkakalibrate; oras ng pagkakalibrate; rate ng daloy ng paglamig ng tubig; temperatura ng paglamig ng tubig; paraan ng paglamig.
(5)Cooling Water Tank:Paraan ng paglamig; layout ng tubo ng tubig; rate ng daloy ng paglamig ng tubig; haba ng tangke ng paglamig; temperatura ng paglamig ng tubig; pagiging epektibo ng paglamig ng tubo.
(6)Haul-off Unit: Haul-off bilis at kontrol; pagkakalibrate ng puwersa ng haul-off; clamping force at kontrol; bilang ng mga track at epektibong haba; katigasan ng ibabaw at hugis ng mga clamping block; haul-off contact surface.
(7) Putol: Uri ng pamutol; saw blade ngipin profile at materyal; mekanismo ng pag-reset; koleksyon ng chip at pag-alis ng alikabok; kontrol ng ingay; limitahan ang pag-setup ng system; mekanismo ng clamping; sistema ng pagmamaneho at kapangyarihan; awtomatikong cutting action system.
(8)Coiler at Dump Table: Kontrol ng tensyon; length-cut command system; pagpili ng istasyon ng winder; paikot-ikot na diameter; indikasyon ng pagkilos ng dump; paikot-ikot na linear na bilis.
(9) Apendise:Mga Kundisyon para sa Automated Production:Pagsukat ng kapal ng pader; kontrol ng panlabas na diameter; pagsukat ng timbang at mga istatistika ng produksyon; katayuan ng pagpapatakbo ng gear melt pump; die centering system.
Kung kailangan mo ng karagdagang impormasyon,Ningbo Fangli Technology Co., Ltd.Inaanyayahan kang makipag-ugnayan para sa isang detalyadong pagtatanong, bibigyan ka namin ng propesyonal na teknikal na patnubay o mga mungkahi sa pagkuha ng kagamitan.
Magpadala ng Inquiry


X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy