 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Mga Teknikal na Problema at Sanhi tungkol sa Produksyon ng PPR Pipes
Ningbo Fangli Technology Co., Ltd. ay isangtagagawa ng mekanikal na kagamitanna may halos 30 taon na karanasan ngplastic pipe extrusion equipment, bagong kapaligiran proteksyon at mga bagong materyales na kagamitan. Mula nang itatag ang Fangli ay binuo batay sa mga pangangailangan ng gumagamit. Sa pamamagitan ng patuloy na pagpapabuti, independyente R&D sa pangunahing teknolohiya at pantunaw at pagsipsip ng advanced teknolohiya at iba pang paraan, binuo natinPVC pipe extrusion line, PP-R linya ng pipe extrusion, PE water supply / gas pipe extrusion line, na noon inirekomenda ng Chinese Ministry of Construction na palitan ang imported mga produkto. Nakuha namin ang pamagat ng "Unang-klase na Brand sa Lalawigan ng Zhejiang".
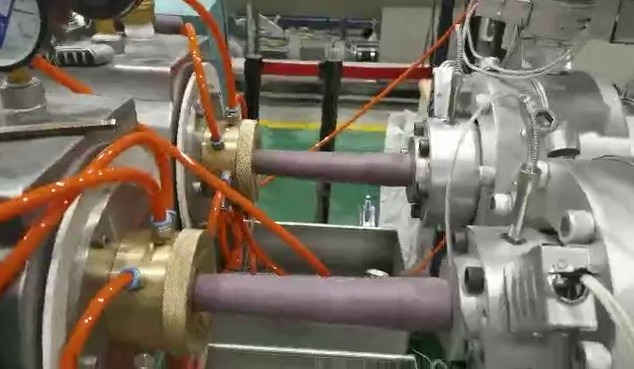
Saang paggawa ng mga tubo ng PPR,maaaring lumitaw ang ilang problema, at ang mga sumusunod ay ilang karaniwang problema at kanilang mga sanhi.
|
HINDI. |
Problema |
Mga sanhi |
|
1 |
Hindi pantay sa panloob na dingding ng tubo. |
1. Masyadong mataas ang temperatura ng screw. 2. Tornilyo ang bilis ng pag-ikot ay masyadong mabilis. |
|
2 |
Mga itim na guhit sa ibabaw ng mga tubo. |
1. Masyadong mataas ang temperatura ng ulo ng mamatay. 2. Ang hindi malinis ang filter. |
|
3 |
Mga bula ng hangin sa loob ng tubo. |
Ang mga hilaw na materyales ay mamasa-masa. |
|
4 |
Biglang mabagal na paglabas ng materyal |
1. Mataas na temperatura sa mga screw heating zone 2. Papasok ang tubig ang extruder; mababang presyon sa ulo. 3. Mababa presyon ng solusyon sa ilong. |
|
5 |
Ang panloob na dingding ng tubo ay magaspang. |
1. Mababa ang temperatura ng mandrel. 2. Ang ang temperatura ng katawan ng makina ay masyadong mababa. 3. Ang masyadong mataas ang temperatura ng tornilyo. |
|
6 |
Mapurol na ibabaw ng tubo. |
Ang temperatura ng die mouth ay masyadong mababa o masyadong mataas. |
|
7 |
Ang ibabaw ng tubo ay may mga wrinkles |
1. Ang temperatura sa paligid ng die mouth ay hindi maayos na ipinamamahagi; 2. Ang masyadong mainit ang cooling water. 3. Paghakot ang bilis ay masyadong mabagal. |
|
8 |
Ang panloob na dingding ng tubo ay basag. |
1. May mga dumi ang materyal. 2. Ang ang temperatura ng mandrel ay masyadong mababa. 3. Ang mababa ang temperatura ng katawan ng makina. 4. Paghakot ang bilis ay masyadong mabilis. |
|
9 |
May mga marka ng coke sa ibabaw ng tubo. |
1. Masyadong mataas ang temperatura ng katawan ng makina o mamatay. 2. Ang mamatay hindi nililinis ang ulo at filter. 3. Doon ay mga dumi sa butil. 4. Ang Ang thermal stability ng mga hilaw na materyales ay mahirap o ang thermal stability na dosis ay Napakaliit. 5. Kontrol Nabigo ang meter ng temperatura. |
|
10 |
Ang tubo ay may malaking longitudinal o transverse pag-urong. |
1. Ang radial na pagkakaiba sa pagitan ng panloob diameter ng sizing sleeve at ang die ay malaki (transverse). 2. Mabilis bilis ng paghakot (paayon). |
|
11 |
Hindi pantay na kapal ng pader |
1. Hindi magkatugma ang die mouth at mandrel. 2. Hindi pantay temperatura ng ulo. 3. Hindi matatag traksyon. 4. Hindi matatag naka-compress na hangin. |
Kung kailangan mo ng karagdagang impormasyon, Ningbo Fangli Tinatanggap ka ng Technology Co., Ltd. na makipag-ugnayan para sa isang detalyadong pagtatanong, gagawin namin magbibigay sa iyo ng propesyonal na teknikal na patnubay o pagkuha ng kagamitan mga mungkahi.
Magpadala ng Inquiry


X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy