 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ano Ang Mga Lugar ng Paggawa Ng Twin Screw Extruder?
Ang Ningbo Fangli Technology Co., Ltd. ay isangtagagawa ng mekanikal na kagamitanna may halos 30 taong karanasan ngplastic pipe extrusion equipment, bagong proteksyon sa kapaligiran at mga bagong materyales na kagamitan. Mula nang itatag ang Fangli ay binuo batay sa mga kahilingan ng gumagamit. Sa pamamagitan ng patuloy na pagpapabuti, independiyenteng R&D sa pangunahing teknolohiya at panunaw at pagsipsip ng advanced na teknolohiya at iba pang paraan, nakabuo kamiPVC pipe extrusion line, PP-R pipe extrusion line, PE water supply / gas pipe extrusion line, na inirekomenda ng Chinese Ministry of Construction na palitan ang mga imported na produkto. Nakuha namin ang pamagat ng "Unang-klase na Brand sa Lalawigan ng Zhejiang".
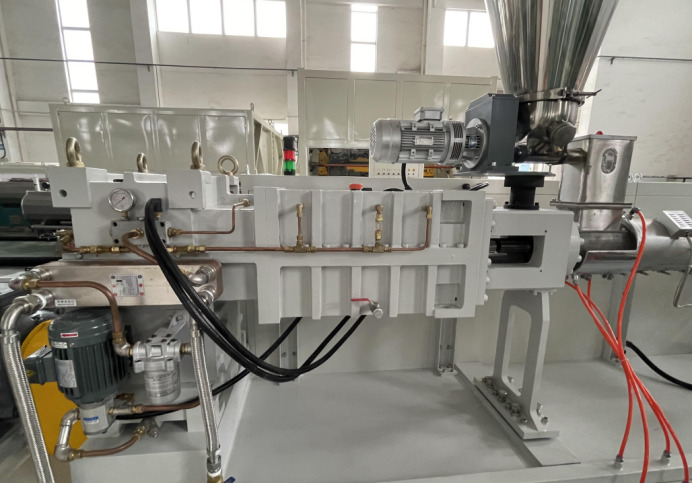
1. Lugar ng pasukan
Ang karaniwang nangyayari dito ay ang pagsipsip, pag-compress at transportasyon ng mga hilaw na materyales. Kung nais mong magkaroon ng mga natatanging katangian ng produkto, maaari mong piliing magdagdag ng mga additives sa yugtong ito. Ang dagta ay ipinapasok sa twin-screw extruder sa pamamagitan ng hopper at sa turnilyo sa pamamagitan ng feed throat. Pagkatapos ay inililipat ng tornilyo ang materyal pasulong. Ang kapasidad ng pagsipsip ay nakasalalay sa isang bilang ng mga kadahilanan, kabilang ang bilis ng turnilyo at density ng resin. Depende din ito sa lalim ng channel at pitch ng turnilyo.
2. Natutunaw na sona
Kapag ang materyal ay pumasok sa tornilyo, magsisimula ang proseso ng pagpilit. Ang tornilyo ay patuloy na itinutulak ang dagta pasulong. Kapag nangyari ito, nangyayari ang alitan sa pagitan ng materyal at ng bariles, na nagiging sanhi ng pagkatunaw ng dagta. Ang sobrang init ay nagmumula sa heater sa ilalim ng bariles. Tinitiyak nito na ang dagta ay ganap na natutunaw. Habang sumusulong ang dagta, patuloy na bumababa ang lalim ng channel, at sa gayon ay tumataas ang friction at pressure sa bariles.
3. Pagsukat ng lugar
"Kapag natunaw ang mga polimer, iniiwan nila ang extruder sa pamamagitan ng isang durog na plato na may screen. Ang pagtunaw ng mga particle na hindi natutunaw sa melting zone ay nangyayari rin dito. Tinitiyak nito ang pagkakapareho ng tinunaw na dagta. Kung nais mong makamit ang plastic pagkakapareho, maaari mong kontrolin ang bilang ng mga screen at ang porosity ng mga screen. Ang presyon dito ay napakataas na ang molten polymer ay maaaring patuloy na ma-extruded at mabuo sa hugis. Sa seksyong ito, mayroong air pumping upang maiwasan ang pagbagsak ng mga produktong plastik.
4. Cooling zone
Ang produktong plastik ay lumilipat sa lugar ng paglamig, kung saan ito ay pinalamig. Maaari kang gumamit ng dalawang uri ng mga sistema ng paglamig. Mayroong mga sistema ng paglamig ng hangin at tubig. Depende sa uri ng sistema ng paglamig na iyong ginagamit, dahan-dahang lalamig ang mga produktong plastik. Nagbibigay-daan ito sa mga produktong plastik na bumuo ng mga perpektong hugis at nagbibigay sa kanila ng pagiging kaakit-akit na nararapat sa kanila.
Kung kailangan mo ng karagdagang impormasyon, tinatanggap ka ng Ningbo Fangli Technology Co., Ltd. na makipag-ugnayan para sa isang detalyadong pagtatanong, bibigyan ka namin ng propesyonal na teknikal na patnubay o mga mungkahi sa pagkuha ng kagamitan.
Magpadala ng Inquiry


X
Gumagamit kami ng cookies para mag-alok sa iyo ng mas magandang karanasan sa pagba-browse, pag-aralan ang trapiko sa site at i-personalize ang content. Sa paggamit ng site na ito, sumasang-ayon ka sa aming paggamit ng cookies.
Patakaran sa Privacy